Pots cosmétiques
Pots de crème, baumes, masques. Finition mate ou satinée, parois de 1,5 à 3 mm. Compatible avec joints d'étanchéité et capsules à vis.
Le compound Futurapack se met en œuvre sur presses à injection conventionnelles, sans changement d'outillage. Idéal pour pots, capots, applicateurs, pièces techniques et accessoires de packaging.
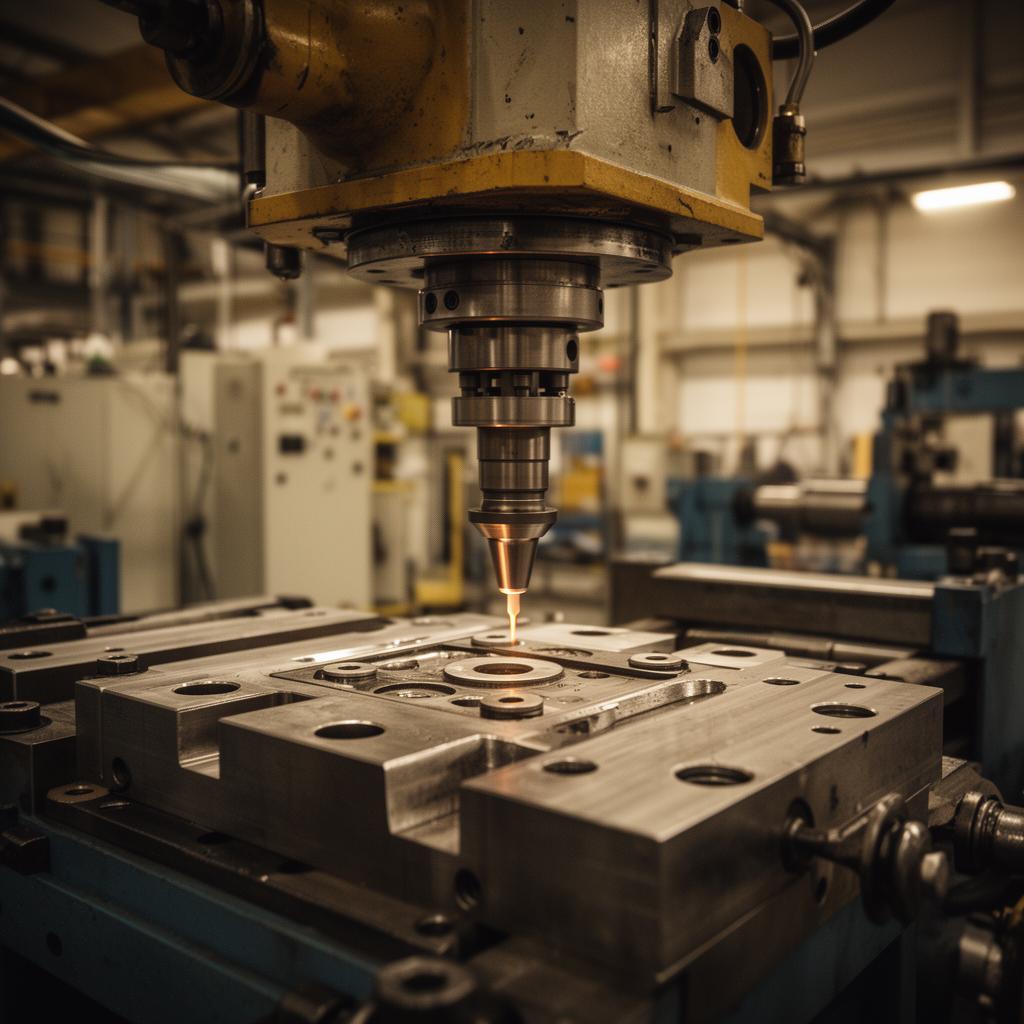
Le compound est fondu dans le fourreau d'une presse à injection classique, puis injecté sous pression dans un moule métallique. Le polymère biosourcé refroidit, se solidifie et reproduit la géométrie du moule au dixième de millimètre près.
La matière a été formulée pour reproduire le comportement rhéologique d'un thermoplastique technique : viscosité maîtrisée à la température de mise en œuvre, retrait stable, démoulage sans collage.
Aucune modification de vis, de buse ou de système de régulation n'est nécessaire. Les outillages existants (moules à empreintes multiples, canaux chauds, éjecteurs) restent valides.
Ces valeurs sont fournies à titre indicatif. La fiche technique et la fiche d'intégration spécifiques au grade vous sont remises à la demande d'échantillon.
Pots de crème, baumes, masques. Finition mate ou satinée, parois de 1,5 à 3 mm. Compatible avec joints d'étanchéité et capsules à vis.
Capots de parfumerie, bouchons spiritueux, capsules service. Densité ajustable selon le grade pour conférer la sonorité et le poids attendus.
Brosses mascara, applicateurs gloss, spatules. Tolérances dimensionnelles fines, états de surface lisses, pas de fibres apparentes en grades Premium et Ultra-Premium.
Charnières, clips, mécanismes simples. Bonne résistance au choc à température ambiante, tenue mécanique en flexion répétée.
Étuis, écrins de petite dimension, éléments décoratifs. Compatible métallisation sous vide et tampographie.
Sur-injection sur inserts métalliques ou pièces secondaires. Bonne adhésion sur substrats préchauffés.
Grades recommandés : Pure, Sens, Signature (cosmétique) — Atelier, Maison, Héritage (luxe)
Retrait calé sur les standards thermoplastiques. Les moules existants conçus pour PP, PE ou PS restent exploitables.
Temps de cycle comparables aux polyoléfines pour les épaisseurs courantes du packaging. Pas de perte de productivité.
États de surface mat, satin ou poli reproduits sans post-traitement. Compatible textures gravées dans le moule.
Carottes, déchets et pièces non conformes broyés peuvent être réintroduits dans la trémie selon un taux propre au grade.
Nous fournissons des granulés en quantité d'essai (50 g, 5 kg, 50 kg) avec fiche technique, fiche d'intégration et accompagnement de mise au point.
Demander un échantillon